咨询热线
18531269008
0312-3429355

咨询热线
18531269008
0312-3429355

电话:0312-3429355
手机:18531269008
联系人:徐经理
QQ:3606412617
邮箱:hbhlbygs@163.com
网址:www.hbhlbygs.com
地址:河北省安国市石佛水泵工业区840号
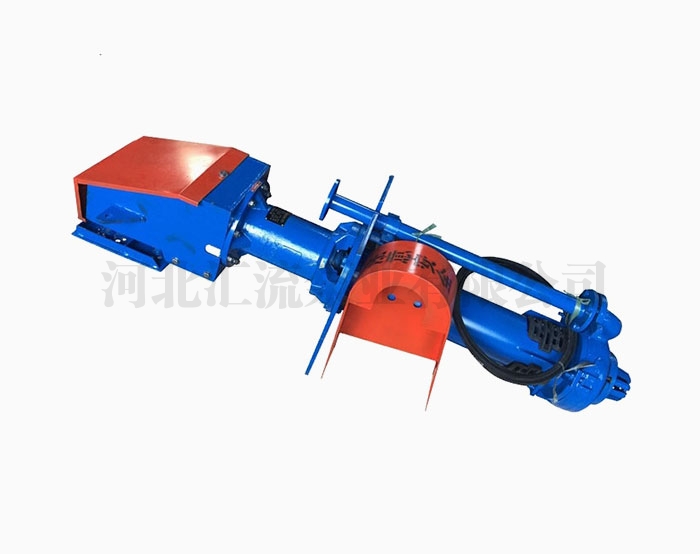
液下渣浆泵的冷修复工艺:
1、焊接前用氧乙炔焰把坡口及坡口周围200mm处加热到150℃左右,除去坡口内的机物和水分,防补焊时产生气孔、夹渣等缺陷,同时使液下渣浆泵泵壳修补区温度均衡,待工件冷却到40-60℃时开始焊接。焊接材料选用镍铁合金焊条,焊条须烘干,除去药皮水分,防施焊时产生气孔。
2、焊接坡口。在泵壳裂纹前端5mm处打深15-20mm的止裂孔,将裂纹挖成V形或U形坡口,坡口内应圆滑、干净,用砂轮在坡口的补焊区周围100mm以上的宽度,磨出金属光泽表面;施焊时,采用较小电流、间断的短弧,使泵壳热影响区尽可能小,防产生裂纹。
3、每焊完一段后,在电弧刚刚熄灭、焊道尚在红热状态时,用尖手锤快速锤击焊道用外力助其塑性延伸而降低热应力,提高致密性,同时将残渣清理干净;焊补完成后,应立即用石棉布对泵壳进行保温,使其缓冷到室温即可。还有液下渣浆泵的外壳一定要做好保护工作。


电话:18531269008 / 0312-3429355
联系人:徐经理
QQ:3606412617
邮箱:hbhlbygs@163.com
地址:河北省安国市石佛水泵工业区840号
 冀公网安备 13068302000066号
冀公网安备 13068302000066号
 |  |
| 微信关注我们 | 扫一扫 手机官网 |